


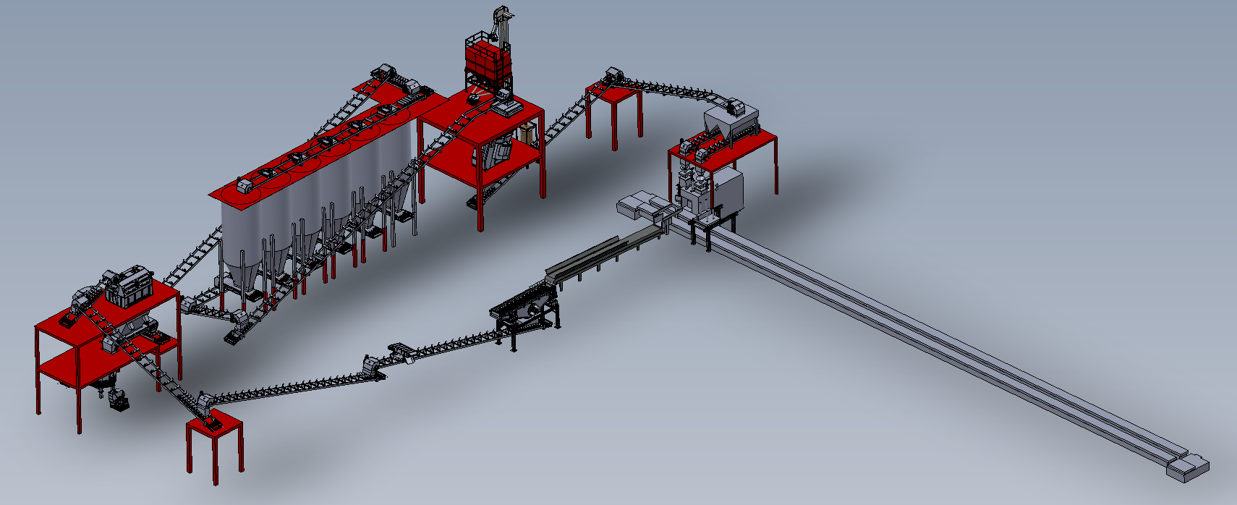
Проект формувальної лінії, що буде розташована на старій дільниці виготовлення куль молольних
- Потужність лінії у комплексі з плавильними печами “5М” дозволить виготовляти до 800 т фасоного литва на місяць.
- На даній лінії можна формувати корпуси М-120 (різної конфігурації), залізничне литво для ПрАТ “КЕЗ”ТРАНССИГНАЛ” та АТ “Укрзалізниця”, броні Бармак для ПрАТ “ПГЗК”.

Плавильний комплекс EGES-2.0 (Турція)
Час плавки плавки 1-1.5 години, для виплавки чавуну і сталі з вагою відливків до 1500 kg.

Піч ІЧТ-6
Час плавки плавки 2-3.5 години, для виплавки чавуну і сталі з вагою відливків до 4000 кг.
Піч ІСТ – 0,16
Час плавки 1-1.5 години, для виплавки чавуну і сталі з вагою відливків до 100 кг.

Формовочна лінія «Omega» (Великобританія)
Технологія No-Bake з використанням фуранових смол. Розмір виливків: 1000 х 800 х 500 мм, вагою до 400 кг. Максимальна продуктивність лінії складає до 15 форм/год.

Термічна ділянка
Шахтні печі для загального гартування: Ø 650мм, глибиною 1600 мм; шахтні печі для загального гартування Ø 800мм, глибиною 2000 мм; подові печі, розмір пода: 3500 х 1500 х 2200мм; термічна піч СДО 20.35.20 / 11. Розмір пода: 2500 х 2000 х 2000 мм., Швидкість прогрівання від 10˚С до 100 ˚ С в годину. Максимальна температура 1130˚С, Максимальна вага садки 6т.

Зачистне устаткування
Дробострумінна камера для негабаритних відливків вагою до 100 кг; Дробострумінний апарат типу PG20X35 / 5TR-2829. Розмір відливків: 2000 х 3500 мм, вагою до 5000 кг.

Стержнева формувальна машина AKDERE (Туреччина)
Наше підприємство оснащене сучасною стержневою формувальною машиною від турецького виробника AKDERE — надійним і високопродуктивним обладнанням для виготовлення якісних форм і стержнів у литтєвому виробництві.
Цей агрегат призначений для автоматизованого виготовлення стержнів складної геометрії з високою точністю та повторюваністю, що забезпечує стабільну якість відливок. Машина AKDERE поєднує в собі сучасні технологічні рішення, ефективність виробництва та простоту в експлуатації.
Ключові переваги обладнання:
![]() Автоматизоване формування стержнів із високою геометричною точністю
Автоматизоване формування стержнів із високою геометричною точністю
![]() Підтримка різних формувальних технологій
Підтримка різних формувальних технологій
![]() Стабільний контроль якості на кожному циклі
Стабільний контроль якості на кожному циклі
![]() Висока продуктивність для середніх і великих обсягів виробництва
Висока продуктивність для середніх і великих обсягів виробництва
![]() Низькі витрати на експлуатацію та обслуговування
Низькі витрати на експлуатацію та обслуговування